Bonjour à tous
Après des dizaines de vidéo où la soudure relevait plus de l’amateurisme que du sérieux, je suis enfin tombé, sans me faire mal ![]() , sur une bonne vidéo de comment souder.
, sur une bonne vidéo de comment souder.
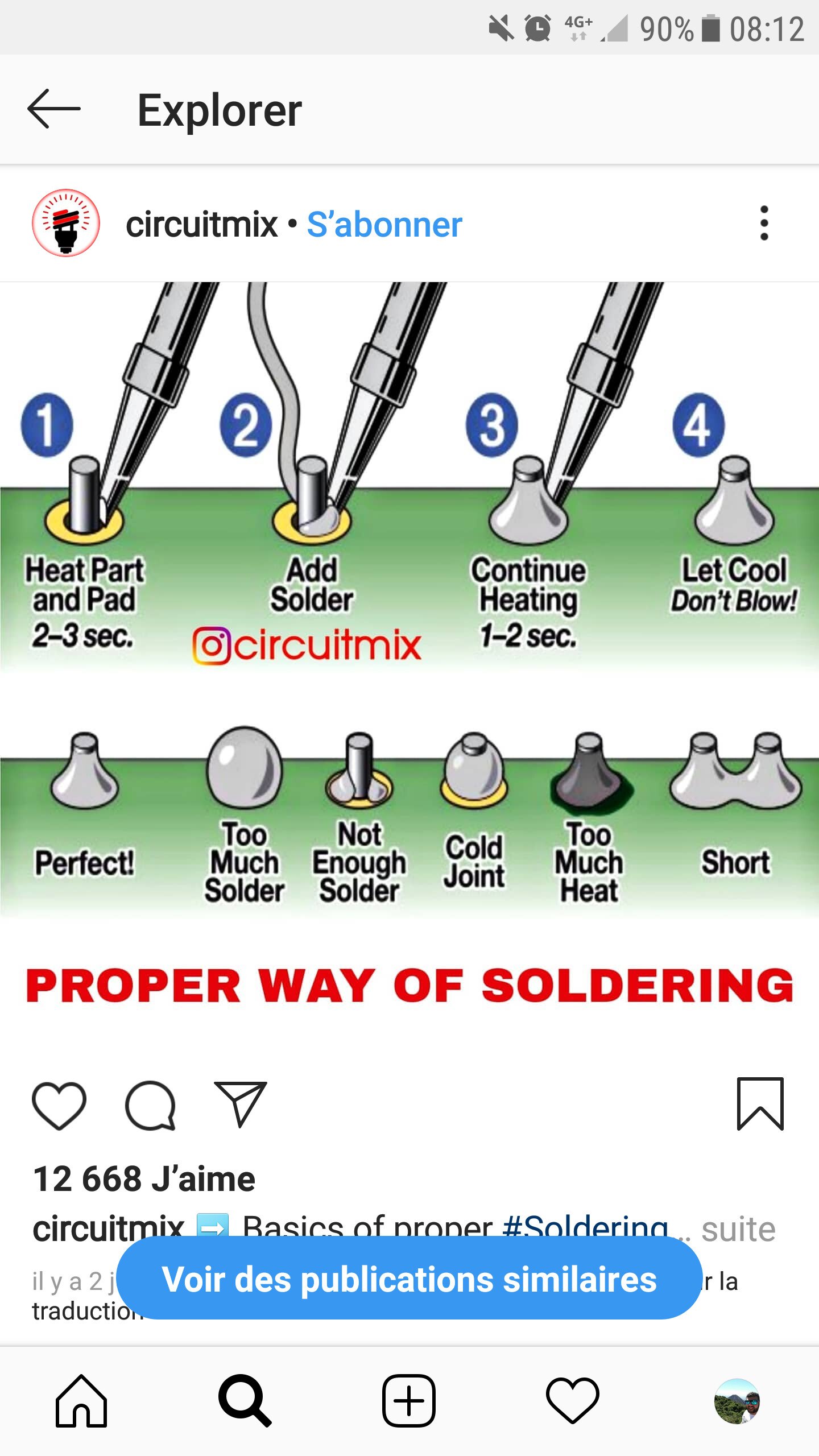
C’est sous le format “Ne faites pas cette erreur” qui montre en premier ce qu’il ne faut pas faire puis la bonne méthode.

C’est malheureusement en anglais, mais je vous propose une petite traduction ci-dessous.
- C’est évident, mais un fer à souder doit reposer sur son support et non sur la table.
- Le nettoyage se fait en utilisation courante avec une éponge humide. Pour les cas sévère on peut utiliser une brosse en fils de cuivre ou de manière très légère avec une éponge métallique.
- Pour étamer un câble ou un fil, on ne fait pas un transfert du fil de soudure vers le fil à étamer avec le fer, mais on chauffe le fil / câble à étamer et on applique le fil de soudure dessus.
- On ne chauffe pas un fil / câble avec une panne sèche. On met un peu de soudure dessus pour améliorer le contact thermique.
- On étame préalablement un câble avant de le souder sur une cosse ou autre. C’est également valable, dans une moindre mesure, avec un fil.
- On laisse refroidir le fer après usage, on ne le plonge pas dans un verre d’eau. S’il faut le refroidir plus rapidement on peut le prendre dans une étoffe.
- On ne soude pas sur du cuivre, laiton ou acier oxydés. Il faut le nettoyer auparavant. Le flux de la soudure n’est pas capable de venir à bout d’une grosse oxydation.
- Attention à la fumée qui se dégage du fil de soudure, c’est dangereux pour la santé. Il faut à minima ventiler sa place voir mieux utiliser un filtre.
- La panne doit être adaptée à la taille des composants à souder.
- Utiliser une bonne température. Et j’ajouterai utiliser un fer d’une puissance suffisante et équipé d’une vrai régulation de température.
- Petite variation du point 9, le fil de soudure doit également être adapté au travail à effectuer.
La vidéo est pleine d’exemple de bonnes soudures.
Mes petits commentaires dessus:
- Une éponge à fer c’est quelques €, la dégradation de la panne et son remplacement coûtera plusieurs fois ce prix. Un matériel trop agressif va retirer la couche de contact placée sur la panne et ensuite cela ne marche plus.
- Plus généralement une panne ne devrait pas rester sèche car cela favorise son oxydation. Il faut laisser la soudure dessus quand on repose le fer. Puis lorsque on le prend pour le travail suivant, on nettoye cette ancienne soudure avec l’éponge et on mets un peu de soudure pour le contact thermique (point 4, quelque soit le travail de soudure). A l’arrêt de la station on laisse de la soudure sur la panne.
- 3 et 4 sont sont à prendre ensemble pour réaliser une bonne soudure.
- Un fil c’est monobrin ou rigide, un câble c’est du multibrin ou flexible.
- Pour la température, je suis plus haut que lui, en général 360°C pour la soudure avec plomb et 380° pour la soudure sans plomb. Un autre point tout aussi important est d’avoir un fer avec une puissance élevée et une régulation thermique qui va être capable de chauffer les pièces à souder plus rapidement qu’un fer de 24W auto-régulé par son refroidissement et qui va trop refroidir au contact d’une pièce à souder.
Bonne semaine à tous
Sylvain